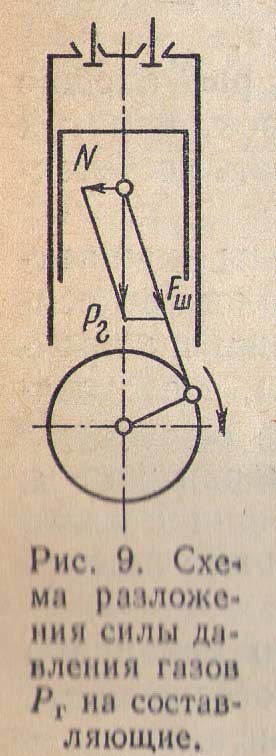
Цилиндр вместе с головкой и поршнем образует замкнутый объем, в котором протекает тепловой процесс работы двигателя внутреннего сгорания. Цилиндры двигателя испытывают действие силы давления
газов Рг
и
температурной нагрузки. Сила давления газов на поршень раскладывается на
боковую силу N, прижимающую поршень к цилиндру,
и на силу Fш, направленную вдоль шатуна
(рис. 9). 
Боковая сила, меняясь по значению и направлению,
приводит к изгибу и вибрации цилиндра. Следствием действия боковой силы
является интенсивное трение и износ контактирующих поверхностей цилиндра и
поршня в зоне действия этой силы.
Верхняя часть цилиндра, где происходит воспламенение и
сгорание топлива, подвергается нагреву (tz = 2000... 2500 °С) и
корродирующему воздействию продуктов сгорания.
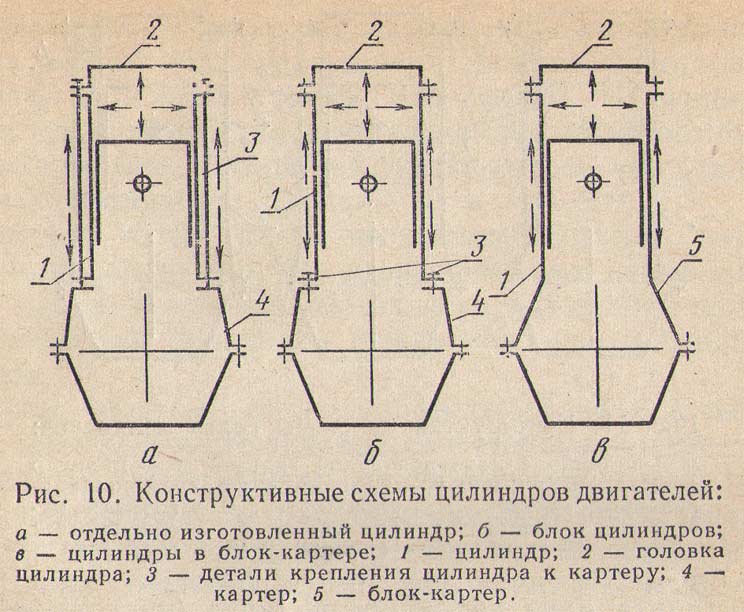
Цилиндры по конструкции можно подразделять на три
основные группы:
а) цилиндры,
изготовленные в виде отдельных деталей,
которые крепятся к общему картеру (рис. 10, а);
б) цилиндры в
виде одной общей отливки — блока
цилиндров (рис. 10, б), который крепится к картеру 4
в) цилиндры, отлитые как блок
совместно с верхней
частью картера, — блок-картер 5
(рис 10 в)
Цилиндры индивидуального
изготовления крепятся к картеру 4 при помощи несущих шпилек 3, которые ввертывают в тело
картера и прижимают к нему цилиндр с головкой. Давление газов в этом случае
через головку цилиндра передается на шпильки. Таким образом, шпильки
воспринимают продольные усилия, а цилиндры нагружены давлением газов только в
радиальных направлениях.
Такая конструкция цилиндров
весьма технологична в изготовлении, проста в техническом обслуживании и
ремонте, однако недостаточно жестка. Применяется на двигателях с воздушным охлаждением. 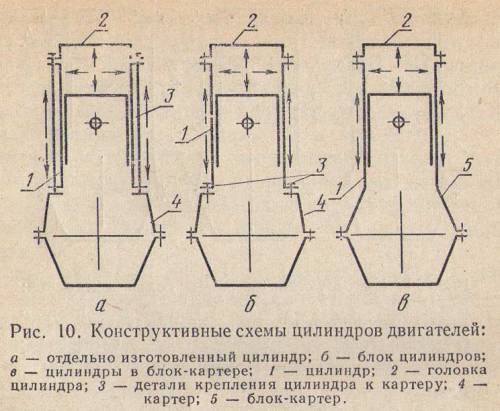
Цилиндры, выполненные совместно
с картером в виде блочной отливки, наиболее распространены. Они отличаются
большой жесткостью и прочностью конструкции, хотя несколько сложны в
изготовлении и ремонте. Двигатели с такой конструкцией цилиндров имеют
жидкостное охлаждение и допускают применение вставных гильз. Продольная
нагрузка от газов здесь воспринимается блоком рубашек охлаждения.
Поскольку цилиндры изнашиваются
значительно быстрее, чем другие элементы блока, в большинстве современных
двигателей цилиндры изготавливают в виде сменных гильз вставляемых в соответствующие гнезда блока.
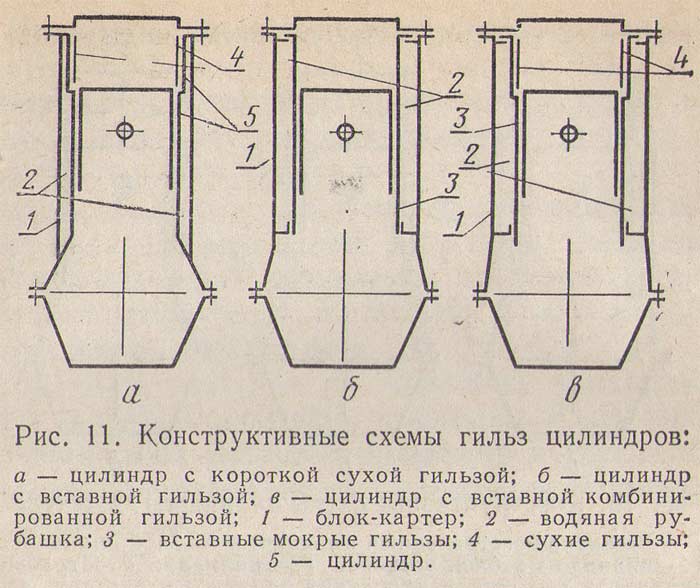
ГИЛЬЗЫ цилиндров могут быть сухими (не соприкасаются с охлаждающей жидкостью) или мокрыми (наружные нерабочие поверхности таких
гильз омываются охлаждающей жпдкостью). Па рисунке 11 представлены конструктивные
схемы гильз цилиндров.
Двигатель, схема которого показана на рисунке 11, а, имеет блок-картер 1 с водяной
рубашкой 2 и цилиндрами 5, в виде специальных расточек. В
верхней наиболее нагруженной части цилиндра сделана дополнительная расточка
пплиндра под больший диаметр и запрессована короткая сухая гильза 4 из антикоррозионного (кислотоупорного) чугуна. Такая конструкция цилиндров позволяет несколько увеличить срок службы двигателя и при необходимости заменить изношенные гильзы
Однако чаще применяют двигатели с вставными мокрыми
гильзами (рис. 11, б), которые в случае износа могут быть заменены без
выбраковки всего блок-картера.
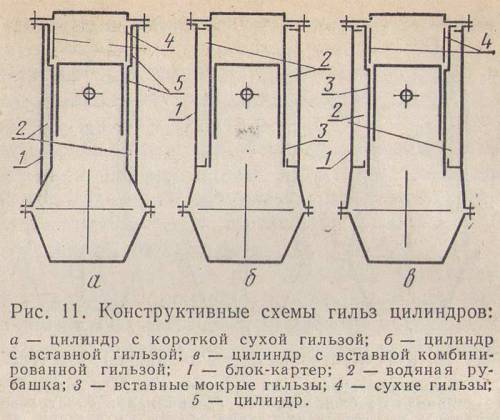
В последнее время все большее применение находят
двигатели с комбинированными гильзами цилиндров (рис. 11, в). Мокрые гильзы 3 имеют расточки в верхней части
для запрессовки в них коротких сухих гильз 4 из высокопрочного
антикоррозионного чугуна. При изготовлении комбинированной гильзы расход
высококачественного чугуна значительно снижается.
Вставные гильзы обычно изготовляют из высокопрочного
чугуна, а для повышения твердости и износостойкости их рабочую поверхность
подвергают закалке с нагревом токами высокой частоты.
Внутренняя тщательно обработанная рабочая поверхность называется зеркалом цилиндра. Она обрабатывается с большой
точностью: ее овальность и конусность не должны превышать более 0,02 мм.
При установке мокрой гильзы в блок-картер добиваются,
чтобы охлаждающая жидкость не попадала в поддон картера и в цилиндр и чтобы
обеспечивалась возможность свободного изменения длины гильзы при ее нагревании
и охлаждении.
Герметичность посадки гильзы по нижнему посадочному
пояску в блок обеспечивается резиновыми уплотняющими кольцами в канавках гнезда
или гильзы, по верхнему — за счет плотной посадки специально обработанного
буртика и пояска гильзы. Иногда под буртик гильзы устанавливают медное
уплотняющее кольцо.
Верхний торец гильзы несколько выступает над плоскостью
блок-картера, что необходимо для надежной фиксации гильзы в гнезде и
тщательного уплотнения цилиндра путем обжатия прокладки между головкой и блоком
цилиндров.
Таким образом, гильза,
зафиксированная в верхней части, может свободно удлиняться в сторону нижнего
торца, не нарушая герметичности водяной рубашки и цилиндра.
Блок-картер 38 (см. рис. 8) является остовом двигателя. Он
представляет собой литую, коробчатой формы деталь, на внешних поверхностях
которой и внутри устанавливаются детали и узлы двигателя. Сверху к
блок-картеру крепят головки цилиндров, снизу — поддон картера. Для надежного
уплотнения рабочих полостей цилиндров и картера на плоскости разъема
блок-картера с головками цилиндров и поддоном укладывают уплотнительные прокладки.
Материалом для изготовления
блок-картеров являются серый чугун и алюминиевый сплав, обладающие хорошими л 11 темными свойствами.
Головка цилиндров 17 (рисунок в этом материале) плотно закрывает цилиндры сверху, образуя камеры
сгорания, в которых происходит воспламенение и интенсивное горение топлива. Форма камеры сгорания оказывает решающее влияние на использование теплоты при
работе двигателя — быстроту и полноту сгорания топлива. Камера сгорания должна Обеспечивать достаточное завихрение свежего
заряда для получения
легковоспламеняемой
однородной рабочей смеси, бЫТЬ компактной (иметь минимальное отношение
поверхности стенок к объему), чтобы сократить потери теплоты через стенки к концу сжатия.
Голоикп цилиндров двигателя с
расположением клапанов в блок-картере и с жидкостным охлаждением имеет камеры сгорания, двойные стенки для
образования водяной рубашки охлаждения, отверстия для установки свечей 1вжигания и для крепления головки к блоку
цилиндров.
В случае расположения клапанов в головке цилиндров последняя значительно усложняется. Такая
головка, кроме камер
сгорания, водяной рубашки, отверстий для свечей зажигания или форсунок, имеет
также впускные и выпускные каналы с клапанами. На головке цилиндров монтируются
детали привода клапанов. Головки цилиндров отливают из чугуна или алюминиевого сплава.
Алюминиевый сплав легче чугуна и лучше отводит теплоту.
Уплотнительную прокладку между головкой цилиндров и блок-картером
изготавливают из упругих, теплостойких материалов: асбеста, мягкой стали, меди,
алюминия. На тракторных дизелях и карбюраторных двигателях применяют
комбинированные асбостальные или медноасбесто-вые уплотнительные прокладки.
Наиболее распространенные асбостальные прокладки
состоят из каркаса тонколистовой мягкой стали, по обе стороны которого накладывают
листы прессованного асбеста. Окна и отверстия прокладки окантовывают стальным
листом. Наружную поверхность асбестовых листов покрывают тонким слоем графита. Поршни,
поршневые кольца и пальцы
|